
V posledných rokoch, s neustálou modernizáciou technológie, bude laserové zváranie plastov v budúcnosti postupne vykazovať rastúci trend.V posledných rokoch niektoré laserové technológie neprerazili a cena lasera je pomerne vysoká.V porovnaní s tradičným zváraním je jednorazová investícia veľká, čo nemusí priniesť výhody rýchlo.Teraz je však zdôraznená ekonomická výhoda lasera.Laserové zváranie plastov môže znížiť ťažkosti dizajnérov pri navrhovaní produktov.
V súčasnosti má mnoho produktov (vrátane automobilového polovodičového priemyslu, farmaceutického a potravinárskeho priemyslu atď.) veľmi vysoké požiadavky na presnosť spracovania a estetický vzhľad, vďaka čomu sa laserové zváranie stáva nevyhnutným procesom pri výrobe týchto produktov a podporuje ďalší rozvoj laserová technológia zvárania.
Čím bližšie je kompatibilita, teplota tavenia a prispôsobenie laserového zvárania plastov, tým lepší bude jeho účinok.Aplikačný režim zvárania plastov laserom sa líši od zvárania kovov, vrátane sekvenčného obvodového zvárania, kvázi synchrónneho zvárania, synchrónneho zvárania a zvárania ožarovacej masky.Olay Optoelectronics stručne predstaví tieto zváracie režimy.
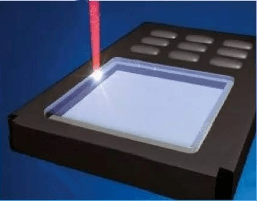
1. Zváranie profilu
Laser sa pohybuje pozdĺž obrysovej línie plastovej zváracej vrstvy a taví ju, aby postupne spájal plastové vrstvy dohromady;Alebo posuňte sendvič pozdĺž pevného laserového lúča, aby ste dosiahli účel zvárania.
V praktických aplikáciách má obrysové zváranie vysoké požiadavky na kvalitu vstrekovaných dielov, najmä pri aplikácii zložitých zváracích liniek, ako sú odlučovače oleja a plynu.V procese laserového zvárania plastov môže obrysové zváranie dosiahnuť určitú penetráciu zváracej línie, ale táto penetrácia je malá a nekontrolovateľná, čo si vyžaduje, aby deformácia častí vstrekovania nebola príliš veľká.

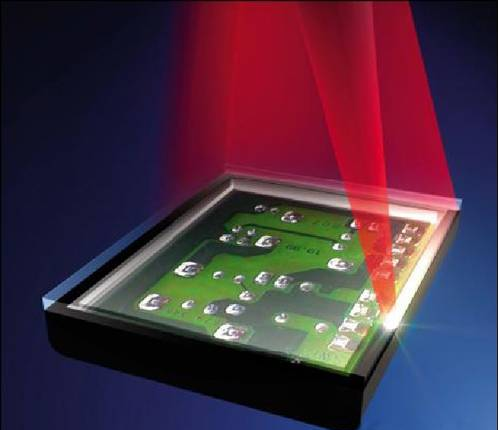
2. Synchrónne zváranie
Laserový lúč z viacerých diódových laserov je tvarovaný optickými prvkami.Laserový lúč je vedený pozdĺž obrysovej línie zvarovej vrstvy a vytvára teplo vo zvarovom šve, takže celá obrysová čiara je súčasne roztavená a zlepená.
Synchrónne zváranie sa používa hlavne v automobilových lampách a medicínskom priemysle.Synchrónne zváranie je viaclúčové, optické tvarovanie zobrazuje svetelný bod zváracej dráhy, ktorý sa vyznačuje znížením vnútorného napätia.Pretože požiadavky sú pomerne vysoké a celková cena je pomerne vysoká, je široko používaný v lekárskej liečbe.
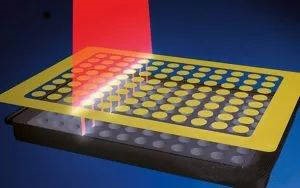
3. Skenovacie zváranie
Skenovacie zváranie sa tiež nazýva kvázi synchrónne zváranie.Technológia snímania spája obe vyššie uvedené technológie zvárania, a to sekvenčné obvodové zváranie a synchrónne zváranie.Reflektor slúži na generovanie vysokorýchlostného laserového lúča s rýchlosťou 10 m/s, ktorý sa pohybuje pozdĺž zváraného dielu, čím sa celý zvárací diel postupne zahrieva a spája.
Najpoužívanejšie je kvázi synchrónne zváranie.V priemysle autodielov používa vo vnútri vysokofrekvenčný galvanometer XY.Jeho jadrom je kontrolovať zrútenie zvárania plastov dvoch materiálov.Kontúrové zváranie spôsobí veľké vnútorné napätie, ktoré ovplyvní utesnenie predmetov.Kvázi synchronizácia je režim vysokorýchlostného skenovania a s riadením prúdu dokáže efektívne eliminovať vnútorné napätie.

4. Valcovacie zváranie
Valcovacie zváranie je inovatívny proces laserového zvárania plastov, ktorý má mnoho rôznych podôb.Existujú dva hlavné typy zvárania valcovaním:
Prvým je zváranie guľôčkovými guľôčkami.Na konci laserovej šošovky je sklenená guľa so vzduchovým vankúšom, ktorá dokáže zaostriť laser a upnúť plastové časti.V procese zvárania je šošovka Globo poháňaná pohybovou platformou, aby dokončila zváranie rolovaním pozdĺž zváracej linky.Celý proces je rovnako jednoduchý ako písanie guľôčkovým perom.Zvárací proces Globo nevyžaduje zložitý horný upínací prípravok a potrebuje iba vyrobiť spodný produkt na podporu formy.Proces zvárania guľôčkovou guľou má tiež variantný proces zvárania valčekom.Rozdiel je v tom, že sklenená guľa na konci šošovky sa zmení na valcový sklenený valec, aby sa získal širší laserový segment.Valčekové zváranie je vhodné pre širšie zváranie.
Druhým je proces zvárania TwinWeld.Tento proces laserového zvárania plastov pridáva na koniec šošovky kovový valček.Počas procesu zvárania valec stlačí okraj zváracej línie na zváranie.Výhodou tohto procesu laserového zvárania plastov je, že sa kovové lisovacie koleso neopotrebuje, čo prispieva k výrobe vo veľkom meradle.Tlak prítlačného valca však pôsobí na okraj zváracej línie, čím sa ľahko vytvára krútiaci moment a vytvárajú sa rôzne chyby zvárania.Zároveň, pretože štruktúra šošovky je pomerne zložitá, je ťažké programovať zváranie.
4. Valcovacie zváranie
Valcovacie zváranie je inovatívny proces laserového zvárania plastov, ktorý má mnoho rôznych podôb.Existujú dva hlavné typy zvárania valcovaním:
Prvým je zváranie guľôčkovými guľôčkami.Na konci laserovej šošovky je sklenená guľa so vzduchovým vankúšom, ktorá dokáže zaostriť laser a upnúť plastové časti.V procese zvárania je šošovka Globo poháňaná pohybovou platformou, aby dokončila zváranie rolovaním pozdĺž zváracej linky.Celý proces je rovnako jednoduchý ako písanie guľôčkovým perom.Zvárací proces Globo nevyžaduje zložitý horný upínací prípravok a potrebuje iba vyrobiť spodný produkt na podporu formy.Proces zvárania guľôčkovou guľou má tiež variantný proces zvárania valčekom.Rozdiel je v tom, že sklenená guľa na konci šošovky sa zmení na valcový sklenený valec, aby sa získal širší laserový segment.Valčekové zváranie je vhodné pre širšie zváranie.
Druhým je proces zvárania TwinWeld.Tento proces laserového zvárania plastov pridáva na koniec šošovky kovový valček.Počas procesu zvárania valec stlačí okraj zváracej línie na zváranie.Výhodou tohto procesu laserového zvárania plastov je, že sa kovové lisovacie koleso neopotrebuje, čo prispieva k výrobe vo veľkom meradle.Tlak prítlačného valca však pôsobí na okraj zváracej línie, čím sa ľahko vytvára krútiaci moment a vytvárajú sa rôzne chyby zvárania.Zároveň, pretože štruktúra šošovky je pomerne zložitá, je ťažké programovať zváranie.
Čas odoslania: 23. septembra 2022